VDS Rubber foil is placed between the metal edge and the fiberglass in order to prevent delamination. Additionally, the rubber provides a small amount of vibration damping to the ski. The rubber is purchased as a 50mm wide strip and must be cut into four 6'3" lengths that are 25 mm wide. This is done easily using scissors.

19 oz triaxial braided fiberglass was chosen to reinforce the ski. The fiberglass will be placed between the base and core and a second layer between the core and top sheet. The fiberglass is woven in three directions, parallel to the ski, and then two sets of strands +/-45 degrees from parallel. The parallel strands add strength to the ski flex and the +/- 45 degree strands provide torsional strength. The fiberglass is purchased in a 25 inch wide sheet.

The fiberglass is measured, marked with a permanent marker, and cut into four 6.25 inch wide strips using a good pair of scissors.

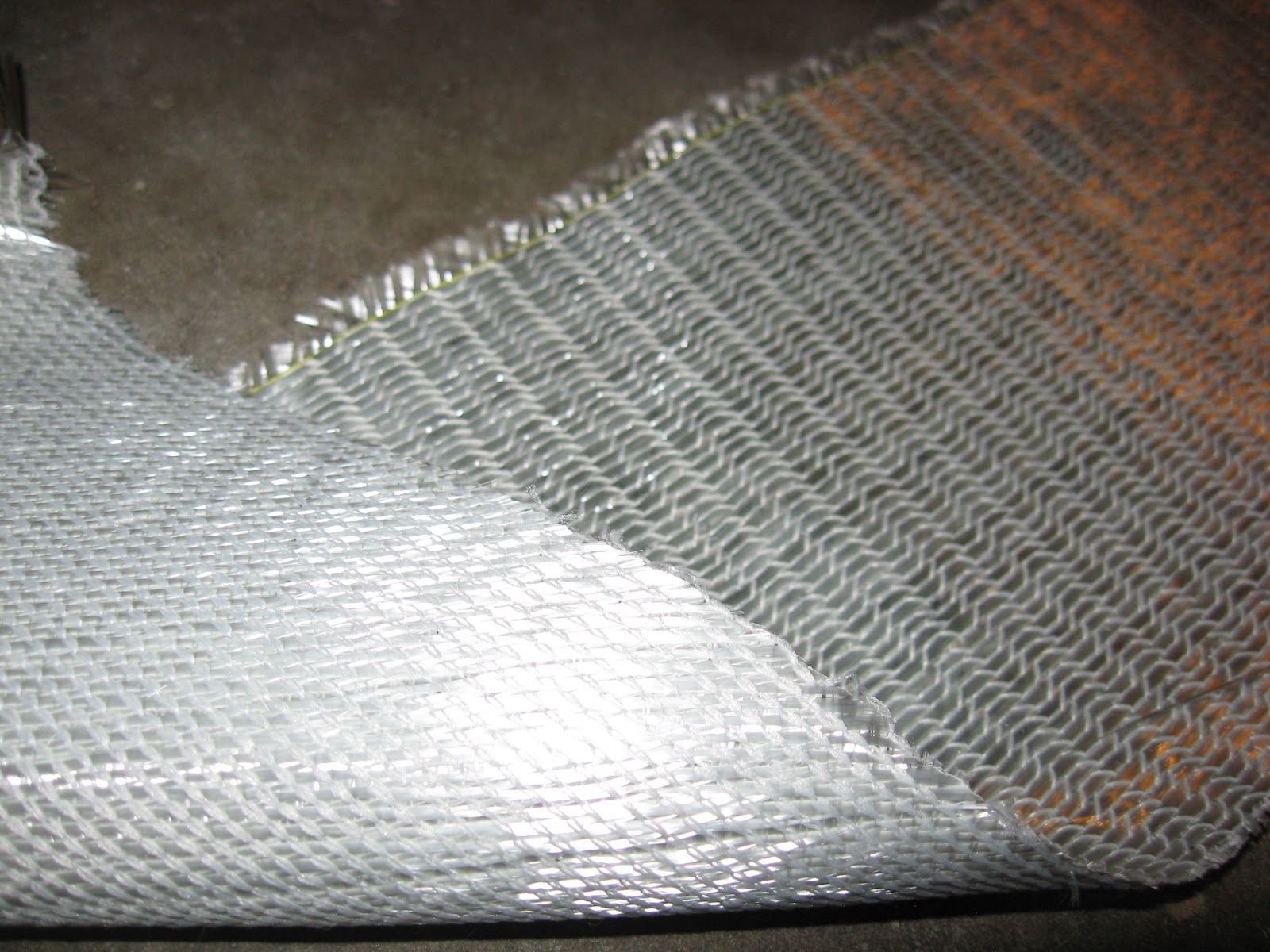
The fiberglass is now ready for pressing and can be rolled up for storage until then.


I covered the top sheet with contact paper in order to prevent epoxy from sticking to it during the pressing process.

All layers, other than the graphics layer, are now ready for pressing.










